A 33-millimeter polypropylene bottle cap was molded using five different core metals as the independent variable in the experiment. The cores were all cooled with a single water circuit running under turbulent conditions. A series of process conditions were held constant including coolant temperature, water flow rate, resin type, melt temperature, pack and hold pressure settings, injection velocity, and mold open/mold close/recovery/ejection times.
Previous experiments on this tool revealed that solidification of the snap ring governed cooling time. Prior to complete solidification, the force of ejection would cause buckling to show on the exterior surface of the cap. Parts were molded with each core material starting at 5.5 seconds and at cooling times that were decreased at 0.2-second intervals. To determine the minimum cycle time, the parts were inspected to detect when the injection forces no longer resulted in a small deformation in the part.
Parts Can Be Ejected At Shorter Cycle Times From Copper-Alloy Cores Than From Steel Cores
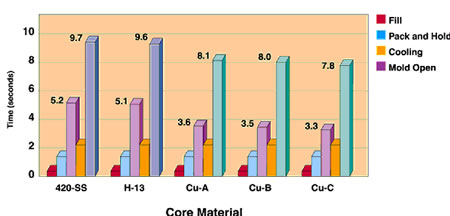 Cooling time and total cycle time required to prevent deformation upon part ejection
Cooling time and total cycle time required to prevent deformation upon part ejectionThe chart above shows the minimum cycle time to produce sufficient solidification of each core material to prevent deformation of the part when ejected.
The higher thermal conductivity of the copper cores resulted in much more uniform temperatures, lower net running temperatures and about a 20% reduction in cycle time. 3D cooling analysis using Moldflows MF/COOL® showed good correlation between the predicted temperatures and actual temperatures.