Uniform Heating
Another benefit of a high thermal conductivity metal is that it provides uniform heating. Look at a copper frying pan versus a stainless steel pan; the copper frying pan will heat up faster and will have a more uniform temperature profile than the stainless steel.
Hardness
Copper is known for its outstanding conductivity, both electrical and thermal. The high-strength, high-conductivity copper alloys discussed here offer the best combinations of thermal conductivity and mechanical properties of any industrial mold material. The table on the next page also shows how the thermal conductivity of the commonly used mold alloys varies with hardness and tensile strength. The copper alloys offer the best conductivity over a wide range of hardness. Of course, the hardest mold materials are the tool steels. But mold wear is a surface phenomenon. Surface hardness as it relates to injection molding and other molding processes can, when necessary, be effectively enhanced by the application of surface treatments such as hard chrome, electroless nickel plating or titanium nitride coating.
Coefficient of Friction
Mold coatings used to increase hardness also have a secondary effect of decreasing the coefficient of friction. In addition to the coatings used for increasing hardness, other coatings such as Teflon are used to decrease surface friction.
Bearing & Wear Applications
Copper alloys have excellent wear characteristics against steel surfaces. The broad family of aluminum bronze and nickel-aluminum bronze alloys in both wrought and cast form offer the best combinations of resistance to wear, abrasion, fatigue, deformation and corrosion. Recommended applications include slides, gibs, wear plates, mold locking devices, sleeve bearings, guide pin bushings, lifter blades, ejector sleeves and pins, and rotating mold components.
Chemical Resistance
Copper is resistant to the acids associated with the molding of vinyl plastics and the chemical attack associated with acetals. Corrosion rates in the hot acid environments associated with plastic molding are low and uniform. Pitting in corrosion tests of these mold materials in aqueous solutions of hydrochloric and hydrochlorous acids has not been observed. However, oxidation can occur if the temperature is above 392 F (200 C)-a temperature above the range used in molding thermoplastics. This tarnishing oxidation can occur as either cuprous oxide or black cupric oxide, both of which can be removed in hydrochloric acid.
Metal Cost
Copper alloys are often the most cost-effective mold materials when a total product cost analysis is made. Copper alloys can be more costly than other mold metals, but copper alloy molds often achieve the lowest total manufacturing cost. This is because the metal cost generally accounts for less than 15% of the finished mold cost, and also because the copper alloy mold is uniquely effective in decreasing molding cycle times. The graph below makes this point schematically. Cumulative Total Part Cost (tooling cost plus molding costs) is plotted on the vertical axis versus Thousands of Parts produced. Note the higher initial cost of the copper tool is paid for early in the production life, and from then on, the reduced production costs associated with the copper tooling result in an ever increasing margin, compared to the lower conductivity and lower productivity of a hardened steel mold.
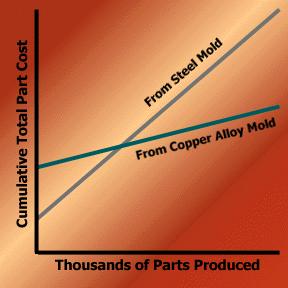 Total manufacturing costs can be reduced by switching to copper alloy molds.
Total manufacturing costs can be reduced by switching to copper alloy molds.In Use Today
Polyesters and copolyesters are currently used in a variety of molding applications. These polymers require good mold cooling, as they will "stick" to warm steel molds at temperatures above about 90 F (32 C). This sticking problem can be overcome if the molds are properly designed. Proper design usually means excellent cooling in the mold itself. Copper alloy molds and components have proved of particular value in this regard when molding the heat sensitive polyester resins. For many years, engineers and mold designers have specified copper alloys in difficult to cool areas, such as core pins, blades, slides, inserts and sprue bushings.