Introduction to Brasses (Part II)
Copper Applications in Metallurgy of Copper & Copper Alloys
- Duplex Brasses
- Effect of Other Alloying Additions
- Free-Cutting Brasses
- High Strength Brasses
- European Designations
Duplex Brasses
 A typical brass forging in its rough, or unmachined state. Alloy C37700, "forging brass" is widely used to manufacture high-quality products in which high strength, pressure-tightness, good machinability and corrosion resistance are required. Forging brass (UNS Alloy C37700) is an example of the duplex, or alpha-beta brasses.
A typical brass forging in its rough, or unmachined state. Alloy C37700, "forging brass" is widely used to manufacture high-quality products in which high strength, pressure-tightness, good machinability and corrosion resistance are required. Forging brass (UNS Alloy C37700) is an example of the duplex, or alpha-beta brasses.The "alpha-beta brasses", "duplex brasses" or "hot working brasses", usually contain between 38% and 42% zinc. In contrast to the alloys of the first group, their ability to be deformed at room temperature is more limited. They are, however, significantly more workable than the alpha brasses at elevated temperatures and can be extruded into bars of complex section, either solid or hollow, and hot forged in closed dies ("hot stamped") to complex shapes.
Note the need for careful control of annealing temperature and cooling rate if it is required to obtain a single-phase alpha structure in a brass of high zinc content such as common brass and dezincification-resistant brass. Current use of continuous annealing techniques for sheet, strip, wire and tube gives a much quicker cooling rate than previous batch annealing in controlled atmosphere bell furnaces. For brasses of the 63% Cu/37% Zn type this resulted in a greater tendency to retain some of the beta phase and the standard composition (in the UK) has therefore now been adjusted to 64% Cu/36% Zn. 'DZR' brass refers to 'Dezincification Resistant Brass', an alloy originally developed under contract from the International Copper Research Association (INCRA), now the International Copper Association (ICA). By careful control of composition and heat treatment it is possible to produce a brass that can be hot forged to make plumbing fittings and is resistant to dezincification corrosion caused by some aggressive supply waters.
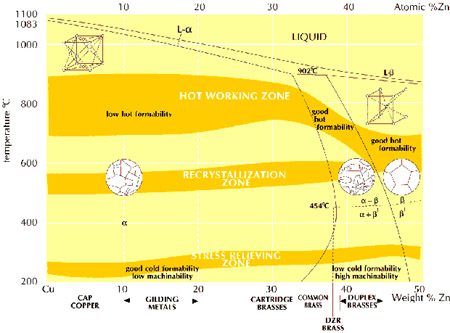 The diagram shows the structure of binary copper-zinc alloys when fully in equilibrium, indicating the preferred temperatures for stress relieving, full annealing and hot working. The differences in the properties of the phases are partly due to the fact that alpha brass has a face-centered cubic structure while beta brass is body-centered cubic.
The diagram shows the structure of binary copper-zinc alloys when fully in equilibrium, indicating the preferred temperatures for stress relieving, full annealing and hot working. The differences in the properties of the phases are partly due to the fact that alpha brass has a face-centered cubic structure while beta brass is body-centered cubic.These brasses are available as extruded rods, bars and sections, which in turn are the starting stock for the manufacture of a vast range of engineering components and accessories. Hot forgings are used in virtually every industry: pipe fittings, domestic faucets, radiator valves, gas appliances, window and door hardware being merely a few typical examples of the products which can be manufactured by this process. Good tolerances are maintained during manufacture, minimizing the need for machining during the final component production, while the severely wrought structure ensures high mechanical properties. Frequently the only machining needed is the boring the fittings and threading of connections. The addition of a few percent of lead to these alloys, as in C37700 "forging brass" aids chip breakage during machining, producing short broken chips which are easily cleared from the cutting area to improve machinability. Since the cost of zinc is lower than that of copper, brasses of higher zinc contents have a lower first cost. This may be significant in assessing manufacturing and total-lifetime costs.
Back to TopEffect of Other Alloying Additions
Alloying additions are made to the basic copper-zinc alloys for a variety of reasons:
- to improve machinability
- to improve strength
- to improve corrosion resistance
- for other special reasons
The very wide variety of standard brass compositions that are available reflect the many ways in which an optimum combination of properties can be tailored to ensure fitness for the desired application.
Lead
The most frequent addition to brasses is lead, up to 4% of which may be added to alpha-beta brasses to provide free-machining properties. The lead does not form a solid solution with the copper and zinc but is present as a dispersed discontinuous globular phase distributed throughout the alloy. It has no effect on corrosion resistance. Lead is not added to wrought alpha brasses since, in the absence of sufficient beta phase, it gives rise to cracking during hot working.
Tin
Approximately 1% tin is included in the composition of alloys traditionally known as admiralty brasses (nominally 70/30 types, C44300-C44450) and naval brasses (nominally 60/40 types, C46400 and C46500). As their names indicate, these brasses were developed originally for seawater service, the tin being added to provide improved corrosion resistance. Nowadays aluminum brasses nominally Cu/21-24% Zn/2-3.5% Al plus arsenic or cobalt, C68700 and C68800) have replaced admiralty brass for marine service, although admiralty brass is used for fresh water. Naval brass retains some important applications in seawater service.
Silicon
Silicon increases the strength of brass and is also sometimes included in die casting brasses and in filler alloys for gas welding to reduce oxidation of the zinc and to assist fluidity. Its principal effect from the corrosion point of view is to increase the beta phase content.
Arsenic
Arsenic is often added in small amounts to alpha brass alloys to provide protection against dezincification corrosion. Antimony provides much the same properties, as does tin.
 A trumpet valve machined from nickel silver, a type of brass containing nickel for added corrosion resistance. Unlike other brasses, nickel silvers have a silvery appearance. In addition to corrosion resistance, copper alloys are naturally anti-fouling (important in marine applications) and the inhibit the growth of potentially harmful organisms. Cast nickel-silvers, sometimes called "dairy metal" are used as valves and fittings in food-processing equipment.
A trumpet valve machined from nickel silver, a type of brass containing nickel for added corrosion resistance. Unlike other brasses, nickel silvers have a silvery appearance. In addition to corrosion resistance, copper alloys are naturally anti-fouling (important in marine applications) and the inhibit the growth of potentially harmful organisms. Cast nickel-silvers, sometimes called "dairy metal" are used as valves and fittings in food-processing equipment.Nickel Silvers
The range of copper-nickel-zinc alloys containing from 10% to 20% nickel and known as "nickel silvers" (formerly also "German silvers") can be regarded as special brasses. They have a silvery appearance rather than the typical brassy color. In most respects they show similar corrosion characteristics to alpha brasses but the higher nickel versions have superior tarnish resistance and resistance to stress corrosion cracking. In wrought forms, they make ideal springs for contacts and instruments and are the base for electroplated nickel silver (EPNS) used to make very durable and attractive domestic tableware. Cast nickel silvers (or hot worked materials such as extrusions) generally have higher zinc and lower nickel contents, sometimes being called nickel-brasses. They are used as "dairy metal" for the manufacture of agricultural hollow ware or as the basis for electroplated tableware with complex shapes.
Back to TopFree-Cutting Brasses
To take greatest advantage of the excellent machinability of brasses, production techniques are optimized to give lowest component costs. There are some useful machining parameters such as tool geometry, speed, feed and depth of cut that give good guidance. These can be modified in the light of experience with equipment.
A good introduction to the principal recommendations for the machining of coppers and copper base alloys including the brasses is given in on-line publications made available by the Copper Development Association, and in the UK, in CDA Technical Note 44. Materials are divided into groups depending on ease of machinability. Group I includes the traditional free-machining brasses while Group II mainly covers the lead-free alloys. None of the brasses considered falls into Group III, which includes other copper alloys not so easily machined as brass.
The ease with which free machining brass swarf clears from the tools means that a 0º back rake is used on turning tools and form tools. Tool wear is minimal for these materials, and when regrinding is eventually needed the absence of back rake means that one less operation is required, giving a reduction of 20% in tooling costs.
 Free-cutting brass, UNS alloy C36000 owes its superior machinability to a small lead content. The lead serves two functions: (1) it causes chips to break up readily, making them easy to clear from the cutting operation, and (2) it acts as an "internal lubricant" as it smears across the surface of the cutting tool. Free-cutting brass is the standard against which the machinability of all other metals is judged. In a series of tests conducted according to a published ASTM procedure, it was found that free-cutting brass can theoretically be machined five times faster than leaded steel at comparable tool wear rates. Equipment limitations or the preference of operators to run their machines at speeds lower than their maximum capability limits brass's advantage, but brass can nevertheless provide significant savings in production costs.
Free-cutting brass, UNS alloy C36000 owes its superior machinability to a small lead content. The lead serves two functions: (1) it causes chips to break up readily, making them easy to clear from the cutting operation, and (2) it acts as an "internal lubricant" as it smears across the surface of the cutting tool. Free-cutting brass is the standard against which the machinability of all other metals is judged. In a series of tests conducted according to a published ASTM procedure, it was found that free-cutting brass can theoretically be machined five times faster than leaded steel at comparable tool wear rates. Equipment limitations or the preference of operators to run their machines at speeds lower than their maximum capability limits brass's advantage, but brass can nevertheless provide significant savings in production costs.
The cutting speeds used for the improved free-cutting brass may be up to double those established at present, that is, up to 200 surface meters per minute (650ft/min). With older equipment it may not be possible to take advantage of this, but the benefits of improvement in tool life and reduction in failures are achieved. Modern CNC machines can utilized to their full advantage.
The good corrosion resistance of brass allows the use of water-soluble cutting oils. The oils required for alternative materials such as leaded steels are not necessary. This can result in a saving of up to 70% in lubricant costs. This feature gives improved cooling of both the bar stock and cutting tools, and also avoids problems associated with the noxious fumes from overheated mineral oils, and environmental considerations associated with subsequent clean-up.
Free-machining brass gives chips (turnings, or swarf) consisting of small chips which clear from the tool very easily. This means that continual attention to chip removal is not required and machine manning levels can be reduced, often by a factor of four. The fine chips are also easy to collect and recycle.
High Strength Brasses
The name "high strength brass" ("high tensile brass" in the UK) given to the wrought and cast alloys indicating their particular virtue of high strength which is achieved by additions of aluminum, iron, manganese and tin. These alloys were formerly known, and are still sometimes referred to, as "manganese bronzes." For many applications, their extra strength is needed for parts to be used in corrosive environments, while other applications may require that parts can be soldered readily. Compositions to be used have been carefully developed for particular types of applications.
The high tensile brasses are usually duplex or alpha-beta brasses. Alloying additions are made to attain this structure and to achieve the required enhanced properties for this series of alloys.
- Iron and manganese are the most common additions, combining to confer increased hardness, yield (proof) stress and tensile strength, with only slightly reduced ductility.
- Aluminum has the greatest effect in increasing hardness, yield stress and tensile strength. Due to its effect on ductility and microstructure, close control is necessary to obtain the optimum combination of properties. Corrosion resistance is improved by the self-healing oxide film aluminum confers.
- Tin may be added to enhance the corrosion resistance in marine and mining environments. It gives a small increase in hardness and tensile strength.
- Silicon is alloyed in combination with manganese to produce a very hard intermetallic compound in the basic matrix, which imparts excellent wear resistant properties to these alloys.
- Lead has no effect on hardness or tensile strength. Some reduction in ductility occurs, but significant improvement in machinability results.
- Nickel improves hardness and tensile strength without significant effect on ductility, conferring improved properties at elevated temperatures.
The Unified Numbering System (UNS)
The designations for copper alloys, including brasses, utilized in North America is known as the Unified Numbering System, or UNS. Copper alloys are identified by a capital letter "C" followed by a five-digit number. The five digits are based on an earlier system developed by the Copper Development Association Inc. (CDA and many publications still refer to the former "CDA numbers." In fact, the addition of two more digits permits inclusion of a larger number of alloys in the system. Modifications to basic compositions are frequently identified by the last two digits in the designation. Wrought copper-zinc brasses are listed under UNS numbers from C21000 through C28000; leaded brasses between C312000 and C38500; tin brasses between C40400 and C48600, and high strength brasses between C66400 and C69710. Cast brasses bear the UNS designations C83300 through C89900. Cast nickel silvers are listed under UNS numbers C97300 through C97800. The families of copper alloys and their corresponding UNS designations are described in detail in on-line publications that can be accessed by clicking here.
Back to TopEuropean Designations
While the ASTM numbering system has been well established for many years, a new pan-European standards have been developed to replace all the individual national standards and it became necessary to develop a numbering system that caters for the different preferences and priorities in alloy selection being recognized.
Material designations (individual copper and copper alloy identifications) are in two forms, symbol and number. As with many other existing European national standards, symbols are based on the ISO compositional system (e.g. CuZn37 is 63/37 brass). ISO and EN symbols may be identical but the detailed compositional limits are not always identical and cannot be assumed to refer to unique materials.
Numbering System
A new numbering system has therefore been developed to offer a more user- and computer- friendly alternative.
Examples:
CW614N refers to wrought CuZn39Pb3 leaded brass.
CC750S refers to sand cast CuZn33Pb2 leaded brass.
The system is a logical 6-character, alpha-numeric series, beginning C for copper based material; the second letter indicates the product form as follows:
| B | - | Materials in ingot form for re-melting to produce cast products |
| C | - | Materials in the form of cast products |
| F | - | Filler materials for brazing and welding |
| M | - | Master alloys |
| R | - | Refined unwrought copper |
| S | - | Materials in the form of scrap |
| W | - | Materials in the form of wrought products |
| X | - | Non-standardized materials |
A three-digit number series in the 3rd, 4th and 5th places is used to designate each material and can range from 001 to 999; with numbers being allocated in preferred groups, each series being shown below. The sixth character, a letter, indicates the copper or alloy grouping as follows:
| Number Series | Letters | Materials |
|---|---|---|
| 000-099 | A or B | Copper |
| 100-199 | C or D | Copper alloys, low alloyed (less than 5% alloying elements) |
| 200-299 | E or F | Miscellaneous copper alloys (5% or more alloying elements) |
| 300-349 | G | Copper-aluminum alloys |
| 350-399 | H | Copper-nickel alloys |
| 450-499 | J | Copper-nickel--zinc alloys |
| 500-599 | K | Copper-tin alloys |
| 500-599 | L or M | Copper-zinc alloys, binary |
| 600-699 | N or P | Copper-zinc--lead alloys |
| 700-799 | R or S | Copper-zinc alloys, complex |
Symbol Designations
The symbols used are based on the ISO designation system (ISO 1191 Pt1).
The principal element, copper, is first.
Other alloying elements are included in decreasing order of percentage content.
Where contents are similar, alphabetical order may be used.
The numbers after elements represent nominal compositions.
No number is normally used if the nominal composition is less than 1%.
Material condition (or temper) designations are covered in extensions to the composition designation in order to give a full, precise, specification for a material to be ordered. See the individual standards for details or CDA (UK) Book 120, or in the on-line publication accessible by clicking here. A cross specification index based on applications is also accessible.
Also in this Issue:
- Brief Early History of Brass
- Introduction to Brasses (Part I)
- Speeding-up Your Computer in the 21st Century Using Copper ICs
- Spotlight on Copper In Architecture
- Introduction to Brasses (Part II)
- Copper Cleans Up