How Do They Do That? Making Copper Plumbing Tube
Copper Applications in Plumbing
Copper plumbing tube is one of those products we practically take for granted, an understandable reaction because most of the tube we use is hidden behind walls, where we never see it or because, well, copper plumbing has been around for as long as most folks can remember. Which is also understandable, since this trustworthy, familiar product first came into widespread use in the U.S. in the 1930s. And it lasts. If you know of a 65-year-old building that still has its original plumbing, chances are good that the plumbing is copper.
Despite the fact that copper plumbing tube works so well for so long, it was never a high-tech miracle material. It still isn't. In fact, copper plumbing tube is essentially made about the same way it always has been. Actually, the tube-making process is more complex than one might imagine, and it has been continually upgraded over the years: first, to keep it energy-efficient and environmentally acceptable and second, to ensure that the final product meets today's stringent quality standards.
How do they make copper plumbing tube? Read on: this article will walk you through a modern copper tube mill so you can get an idea of how copper plumbing materials are produced.
Back to TopRaw Materials
The production of copper plumbing tube begins with raw material: copper, which in this case may be either copper scrap, newly refined copper (called cathode copper, or simply cathode) or copper ingots. The choice of raw material depends on economic factors such as cost and availability, and the technical capabilities of the plant's melting furnaces, as we'll explain shortly.
- Copper scrap for tube-making is most often in the form of recycled copper wire that has been stripped of its insulation and/or baled copper tube that has been removed from demolished buildings. Another common form of scrap is the so-called "home" or "runaround" scrap generated within the tube mill itself.
Only the highest quality grades of scrap (designated No. 1 Copper or Bare, Bright Copper) are used to make copper tube. These materials are relatively clean, considering that they're recycled scrap, but they do contain some impurities, mainly the sort of metals, such as zinc, tin and nickel, found in copper alloys, plus a bit of iron. Industry-wide, about 64% of the copper in plumbing tube is derived from recycled scrap, although the percentage varies from zero to 100% among different tube mills. The type of high-quality scrap the mills buy to make tube costs around 90% of the value of newly refined cathode, but its use can be justified because very little refining is needed to return the metal to the purity required for plumbing tube. - Cathode copper gets its name from the way it is made. Cathode is produced in large (football field-sized) electrolytic cells that refine the relatively impure (99+%Cu) blister copper taken from smelting and refining furnaces. In the cells, cast copper anodes (the positively charged pole) approximately 3-ft (1-m) square and weighing 400lbs (180kg) are dissolved in a copper sulfate/sulfuric acid solution under the action of a dc electric current. The copper is immediately re-deposited onto negatively charged cathodes by a simple electroplating process. Cathodes are removed from the cells when they have grown to about 300 pounds (136 kg). Cathode copper contains at least 99.95% Cu, making it one of the purest metals in common usage.
- Copper ingots, which resemble large bricks, are cast from remelted cathode or refined scrap. Ingots are mainly used by tube mills that operate small melting furnaces, whose doors are not large enough to accommodate cathodes or large bales of scrap.
Ingot copper is normally purchased in a pre-refined state from companies whose job it is to convert copper and copper-alloy scrap to products that can be used by foundries and brass mills, including makers of copper plumbing tube. These recyclers, or ingot makers as they are commonly called, are important links in copper's never-ending life cycle of use, recycle and re-use.


Melting
The charge of raw materials is melted in a furnace which, in a large tube mill, may hold up to 20 tons of metal. The furnace's primary function is to melt the copper charge, and if the raw materials are only in the form of cathode, refined ingot or home scrap, a simple shaft furnace suffices. This type of furnace cannot be used to refine metal.
If the raw materials include scrap (other than home scrap), reverberatory or other hearth-type furnaces are used because such furnaces have the ability to refine the copper prior to casting.
In a typical operation using scrap as the raw material, the charge is melted and brought to temperatures between 2300° and 2400°F (1260° and 1316°C), several hundred degrees above copper's melting point, 1981°F (1083°C). The copper is then fire-refined by contacting the melt with oxygen, which preferentially reacts with impurities to form oxides. These oxides, being lighter than the liquid metal, float to the surface, where they become trapped in slag.
Part of the centuries-old refining process, called "poling", involves stirring the melt with large green wood poles. As the green wood burns and vaporizes, it creates a violent stirring action that helps drive the reactions to completion. Some impurities, such as tin and nickel, cannot be removed by oxidation and are instead removed by reacting them with a specially compounded slag. When the slag is skimmed off, only pure fire-refined copper remains. This copper, now 99.9%+ Cu, is of essentially the same purity as fire-refined copper produced from ore.
Small samples are taken from the molten copper periodically to check the progress of the refining operation. Samples are transferred quickly, often via pneumatic tubes, to a fast-reading spectrograph that monitors the metal's impurity content. When purity reaches the level required by the American Society for Testing and Materials' (ASTM) specification ASTM B88 - the specification that sets the quality of plumbing tube in the U.S. - the metal is nearly ready to be cast.
At the end of the refining operation, the copper's oxygen content is too high, and the resulting metal, if cast, would have inferior properties. The molten copper is therefore deoxidized in the furnace by adding controlled amounts of phosphorus. Phosphorus has a greater affinity for oxygen than copper and therefore reduces whatever copper oxide was present in the melt. The final product is called, naturally enough, phosphorus-deoxidized, high residual phosphorus copper. It bears the designation C12200 under the Unified Numbering System (UNS) used to identify metals and alloys.
Back to TopCasting
In most mills, molten metal is transferred from the melting/refining furnace into a holding furnace or into a tundish, either of which acts as a reservoir for the casting process thereby allowing the melting/refining furnace to begin processing the next charge. The holding furnace/tundish is heated just enough to maintain the molten metal at a constant temperature. To protect the copper from oxidation, the liquid metal surface may be covered with a blanket of graphite powder.
From the holding furnace (or tundish) copper is cast into large "logs" by either the continuous or semi-continuous method.
- In continuous casting, metal is poured into horizontally oriented, cylindrical graphite molds, which are water-cooled to force the copper to freeze quickly. As the copper in the chilled molds solidifies, gripping devices withdraw it in short (approximately 1-inch, 25-mm) steps. At the same time, more molten copper flows into the mold from behind. Slowly, a solid log of pure copper is formed. These logs can vary in diameter up to approximately 12 inches, depending of the requirements of each mill. A moving saw cuts the log into two-foot-long sections as it emerges from the casting machine. These sections, each weighing approximately 400 pounds, are known as billets.
- When the casting process is done vertically, it is often called semi-continuous casting because the process has to be interrupted when the length of the log reaches the depth of the pit beneath the molds. In this process, the moveable, water-cooled floor of the mold cavity (or a dummy block) seals the mold until the first volume of copper freezes. Molten metal is then added to the mold at the same rate that the floor is withdrawn downward (see diagram). When the resulting logs reach the desired length, the mold is withdrawn upward, allowing the logs to be removed from the pit.
In a modification of the process practiced by some tube makers, the casting molds contain a central water-cooled core, and the log emerges as a very thick-walled pipe called a tube round.
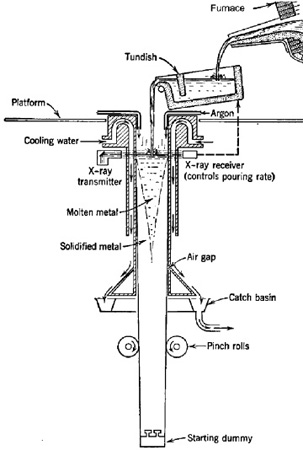 Vertical Continuous Casting
Vertical Continuous CastingPiercing
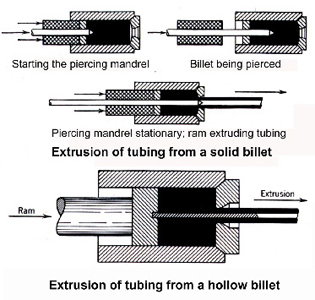
The next step is to reheat the billets to approximately 1535°F (835°C) to make the copper pliable. A pointed rod called a piercing mandrel is then driven lengthwise through the center of the billets to create what will eventually become the inside wall of the plumbing tube. Obviously, this step is not needed if the billets are cast as tube rounds. Piercing can take place either immediately before, or concurrent with extrusion.
Extrusion
Extrusion is often quite accurately compared with squeezing toothpaste from a tube. During extrusion, the billet, heated to the proper hot-working temperature, is placed in the chamber of an extrusion press. The horizontally mounted chamber contains a die at one end and a hydraulically driven ram at the other. The face of the ram is fitted with a dummy block that is slightly smaller in diameter than the billet. The ram may also be fitted with a piercing mandrel, or, if the billets are hollow, with a rod that matches the diameter of the cast hole in the billet but is slightly smaller than the hole in the die at the opposite end of the chamber. As the ram moves forward, the copper is forced over the mandrel and through the hole in the die, causing a long hollow tube, about 2 3/ 4 inches (70 mm) in diameter and 87 feet (26 m) long to squirt out of the extrusion press (the length can vary depending of the capabilities of each mill). Just like toothpaste, only hollow.
Metal near the surface of the billet extrudes backwards over the undersized dummy block, forming a shell. This shell contains copper oxide and is therefore removed and recycled to the refining furnace. As the extruded tube emerges from the die, rollers carry it along on a long run-out table so that it remains straight until it is cool enough to handle. The tube is then cleaned to remove surface oxide scale in preparation for the next stage in the tube-making process.
Back to TopDrawing
Drawing simply involves pulling the hollow tube through a series of hardened steel dies to reduce its diameter. Before each step of the drawing process, the tube is pointed at one end to fit through the next die, whereupon it is gripped by automatic jaws attached to a rotating, 7-ft-diameter drawing machine called a bull block.
A tapered plug mandrel, which may be either fixed or floating depending on the process used, is placed inside the tube. (Floating plugs are used with bull blocks. Stationary mandrels are used for relatively short lengths of tube that are drawn on linear drawbenches.) As the tube is drawn onto the spinning bull block, the mandrel and die act together to reduce both the tube's outside diameter and its wall thickness. The mandrel also imparts a smooth surface to the tube's inside surface. The tube is drawn in several stages until the desired diameter and wall thickness is attained. Drawing work-hardens the copper, and the tube is now quite stiff.
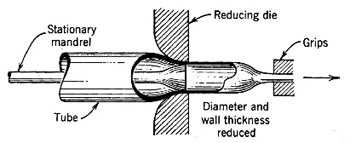 Tube Drawing over Fixed Mandrel
Tube Drawing over Fixed Mandrel 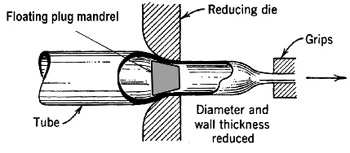 Tube Drawing over a Floating Plug Mandrel
Tube Drawing over a Floating Plug MandrelCopper plumbing tube is sold in either the hard, i.e., as drawn, condition or in a soft, annealed state. Further, both hard-drawn and annealed tube is sold both in coils and straight lengths. The next steps in the tube-making process therefore depend on the type of product to be produced. Tube that is to be sold in straight lengths is passed through a series of straightening rolls that are arranged in a slight zigzag pattern. The rolls' positions are set such that the tube is bent slightly less at each step in the series. Tube emerges straight and ready to be cut to length. Tube that is to be sold in coils is treated very similarly, the only difference being the position of the rolls. For coils, they are set so as to impart a bend of appropriate radius to the tube as it emerges.
Back to TopAnnealing
Tube that is to be sold in the soft condition, generally as coils, is next passed through a continuous annealing furnace operating at 1300°F (704°C). The furnace is essentially a long heated box filled with a protective atmosphere to prevent the copper from oxidizing. In plants that are not equipped with continuous annealing furnaces, annealing is done in batches in what are aptly called bell furnaces. These furnaces look very much like large cylindrical church bells, the open bottoms of which can be sealed to keep air out. Coils of tube to be annealed are stacked under the bells and heated in a protective atmosphere. Annealed tube can be visually distinguished from hard-drawn tube by its matte surface finish. Aside from their appearance and stiffness, however, annealed and hard-drawn tubes have the same qualities and, in general, act identically when in contact with properly treated drinking water.
Back to TopFinal steps
The tube is now almost ready for shipping. It may be cleaned to remove any traces of drawing lubricants or other contaminants. This is particularly important for special-use products; such as tube that is intended to carry medical gases and refrigerants for cooling applications. In all cases, however, samples of the finished tube are taken at regular intervals to ensure that it meets all requirements of size, wall thickness and quality as required under ASTM B88 and other applicable standards.


Also in this Issue:
- How Do They Do That? Making Copper Plumbing Tube
- Industries of the Future: New Technologies for the Mining Industry
- Dollar Coin - Design and Materials
- Copper Water Tube: Good for Consumers, Good for the Environment