Introduction
Screw machine products made from Free-Cutting Brass, UNS C36000, can be significantly less expensive than identical parts made from leaded AISI Type 12L14 steel. This is possible for three reasons:
- Brass turnings are a valuable commodity, and automatic screw machines usually produce more turnings than parts by weight;
- Brass parts can be machined much faster than leaded steel (theoretically, almost five times as fast), which translates into significantly lower production costs;
- Brass screw machine products don't require expensive electroplating to resist corrosion or preserve their usefulness or appearance.
Brass parts can cost less whether or not electroplating is a factor; however, environmental concerns have driven the cost of electroplating up significantly in recent years, and brass is becoming a better value than ever before.
Corrosion resistance is certainly an important consideration in automotive screw machine components. Despite exposure to corrosive conditions, parts must continue to function, threads and fittings must continue to fit properly, and an image of quality should be maintained. Is brass' natural corrosion resistance really adequate to withstand long-term exposure to the potentially corrosive underhood environment? And if it is, how does brass' performance compare with conventionally plated steel screw machine products?
These questions were addressed in a series of accelerated corrosion tests conducted for the Copper Development Association Inc. (CDA) by the LaQue Center for Corrosion Technology, Inc., Wrightsville Beach, North Carolina. The Center subjected typical brass and plated steel automotive screw machine products to accelerated corrosion tests. This publication describes the results of those tests.
Back to TopCoatings
The most common plating system for automotive components is electrogalvanizing, which consists of a layer of pure zinc, with an average thickness of about 0.00015 in. (0.004mm). Plating is normally thinner in recesses, on threads, etc. Zinc has reasonably good atmospheric corrosion resistance, but in the thickness employed in automotive screw machine parts, it serves little more than a cosmetic function. For example, in highly polluted industrial atmospheres, even thick hot-dip galvanized coatings 2 OZ/ft2 (61 0 g/M2), 1.7 mil (0.04 mm) begin to rust after 4 years, and they may be 80% rusted in 1 0 years.' Under similar conditions, the thin electroplate on automotive components would last less than one year.
To extend shelf life, zinc electroplates are commonly protected with chromate conversion coatings, which can be identified by their colors: clear to bluish or faintly yellow for extremely thin coatings; straw yellow, green, olive green and brown for progressively thicker layers.
Among other popular coatings for screw machine products are electrophoretically applied polymers (ECoats), proprietary treatments of one kind or another and alloyed electroplates. E-coats have been used successfully on body panels for years and have recently been shown to provide 10-year corrosion protection of copper and brass radiators.
One automaker issues a specification for a proprietary coating, JS-500, whose name is meant to suggest it is capable of withstanding 500 hours in a standard salt spray test. Zinc-iron, zinc-cobalt and other nontraditional coatings have also been tried. Their common objective is to provide an acceptable measure of corrosion protection at minimum cost.
Coatings and Corrosion
No matter what process is used, it is important to understand that all coatings have:
- a finite thickness, which may or may not be uniform;
- imperfections, which platers call "holidays," and a limited life.
Once zinc-base coatings are breached and the underlying metal is exposed, galvanic action protects small exposed areas for a limited period of time. When the zinc is consumed, general corrosion is free to proceed.
Zinc corrosion products include oxide, hydroxides, carbonates and other salts. Alone, or mixed with iron oxides and hydroxides (rust), they form a bulky mass that can interfere with the action of threads and couplings. At the very least, they tend to retain moisture and are unsightly.
Brass Corrosion Behavior
Brass doesn't require extra corrosion protection because it inherently resists attack. While brass may be less corrosion resistant than other copper alloys, its performance is quite adequate for the conditions encountered in underhood applications.
Brass tarnishes. Exposed to the atmosphere, it quickly forms a brown or gray-green protective corrosion product film. The rate of film formation (the corrosion rate) soon diminishes as oxygen is excluded from the metal's surface.
Under certain conditions, brass can also dezincify (lose the zinc constituent of its composition). Dezincification is associated with submerged or stagnant exposure conditions, often in acidic media. Under atmospheric exposure, this form of corrosion is usually limited to superficial attack.
Back to TopThe CDA Test Program
The most important corrosive constituents of automotive environments are chlorides, which appear in marine atmospheres and in road splash containing dissolved de-icing salts. CDA's test program was therefore based on chloride media. Tests were designed to simulate both mist and splash-type exposure modes. Since there is no standard test method specifically meant to test underhood conditions, CDA's program utilized or adapted other standard methods that reasonably simulated the corrosive environment, except that conditions were made severe enough to produce results in a relatively short time.
Test Materials
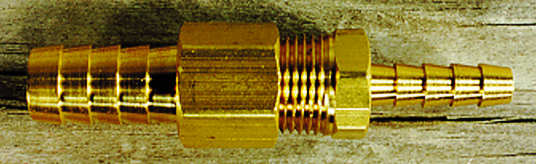
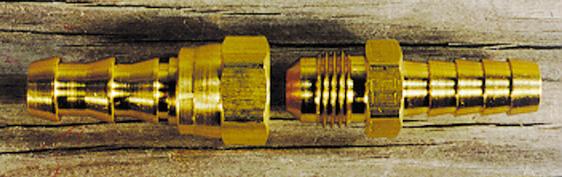
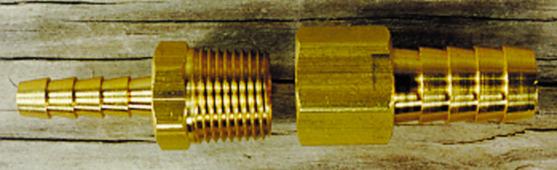
A product's shape often influences its corrosion behavior. Details such as sharp corners, recesses and threads tend to corrode sooner and faster than flat surfaces, either because they trap water or because they don't receive an adequately thick protective coating. Obviously, the variety of shapes presented by common screw machine products comprise a large array of potential corrosion sites. Therefore, rather than define one specimen to represent this situation, CDA's test program utilized actual fittings, gland nuts and hose connectors used in current-production vehicles.
Figures 1 and 2 show the selection of brass and plated steel screw machine products as they appeared before exposure to the salt spray environment. The steel parts shown in Figures 2a, 2b and 2c, respectively, include an electrophoretically coated cylindrical part; examples of bare zinc, zinc plus yellow (thick) chromate and zinc plus blue (thin) chromate coatings; and two parts coated using the General Motors'JS-500 system. Some of the brass parts are shown before and after assembly.
 |
 |
 |
 |
 |
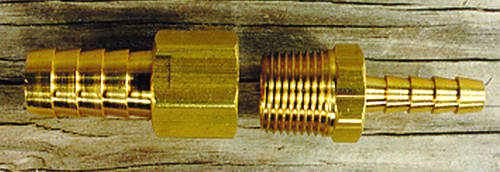 |
| Figure l. Selection of brass screw machine parts, as received. | ||
 |
 |
 |
| a. E-coat | b. Left - 0.00015 in Zn + blue dichromate Center - 0.00015 in Zn + yellow dichromate Right - 0.00015 in Zn plate |
c. JS-500 system |
| Figure 2. Selection of coated steel screw machine parts. | ||
For alternate immersion testing, the barbed brass hose fittings were covered with clear vinyl tubing to test for evidence of crevice corrosion.
Salt Spray
Salt-spray (fog) exposure, a familiar accelerated test method, is normally conducted in accordance with ASTM B 117 .2 Under this standard procedure, specimens are suspended in an enclosed cabinet where they are exposed to a fine mist of 5% NaCl solution maintained at 95 F (35 C), with an initial pH of 7.1.
Data can be recorded in several ways. In some cases, specimens are examined after prescribed time intervals to monitor the progress of corrosion, thereby establishing the corrosion "life" of the material. More often, as in the present CDA test program, saltspray testing is used as a pass-fail criterion based on a predetermined exposure period. CDA's program called for a 96-hour exposure.
Alternate Immersion
In service, it is common for automotive components to be alternately wetted and dried as the vehicle is driven and parked. The CDA test program sought to duplicate that environment under controlled but accelerated conditions.
ASTM Standard Practice G 441 describes a test in which specimens are alternately dipped in an electrolyte solution for 1 0 minutes then allowed to drain/dry for 50 minutes. The wet-dry cycle is repeated several hundred times, or until visual examination reveals the onset of corrosion. Brass and steel samples were exposed in separate tanks.
The ASTM alternate immersion test was originally designed to measure the chloride stress corrosion cracking resistance of aluminum and steels, but since the test also reasonably simulates the wetting and drying cycles experienced by underhood components, it was adapted to the CDA evaluation program. The procedure calls for a test temperature of 80.6 F 1.8 F (27 C ±l C), and relative humidity of 45% ± 6%. These conditions were maintained in the CDA tests.
The corrosive medium specified by ASTM G 44 is a 3.5% (by weight) solution of reagent-grade NaCl, but CDA's tests substituted a solution of ordinary rock salt, the most common road de-icing compound. In addition to chloride, the tests' corrosion environment therefore contained some sulfate and calcium plus lesser amounts of magnesium, Table 1. The initial solution pH was adjusted to 7.1, the same as that specified in the ASTM procedure. Parts were visually examined after 200, 500 and 1 000 cycles, i.e., after roughly 33, 84 and 167 hours of accumulated immersion.
| Anions/Cations | Tank #1 (Steel Parts) | Tank #2 (Brass Parts) | ||
|---|---|---|---|---|
| Pre-test | Post-test | Pre-test | Post-test | |
| Chloride | 22,600 | 23,700 | 21,500 | 22,800 |
| Sodium | 15,300 | NA | 14,700 | NA |
| Sulfate | 178 | 441 | 161 | 388 |
| Calcium | 90 | 210 | 80 | 190 |
| Magnesium | 1.7 | NA | 1.7 | NA |
| Copper | NA | NA | NA | 0.16 |
Test Results
Salt Spray Tests
How well should galvanized steel and bare brass products be expected to perform in an ASTM B 1 1 7 salt- spray test? Data published in one platers guidebook' appear to suggest that zinc-base coatings last as much as eight times longer than copper alloys, Table 2.
| Electroplated Zinc | |
|---|---|
| Treatment | Hours to White Corrosion |
| Untreated | < 8 |
| Clear chromate | 24-100 |
| Iridescent yellow | 100-200 |
| Olive drab | 100-500 |
| Copper and Brass | |
| Treatment | Hours to White Corrosion |
| Copper, untreated | < 24 |
| Copper-bright chromate | 24 |
| Copper-heavy chromate | 50 |
| Brass-untreated | 24 |
| Brass-bright chromate | 100 |
| Brass-heavy chromate | 150 |
These data have to be interpreted carefully, however, because the onset of white corrosion on chromated zinc signals the approaching end of protection for the underlying steel, while the appearance of green corrosion on brass signals the beginning of what is usually just superficial attack and the formation of a protective corrosion product layer.
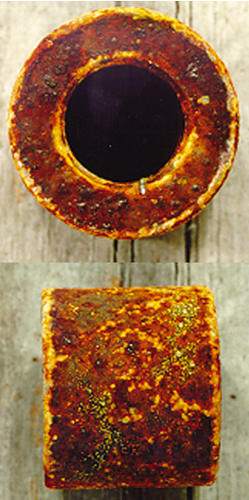
The corrosion behavior predicted in Table 2, the rapid formation of protec.tive films, is precisely what was observed in CDA's tests. Figures 3 and 4 show the appearance of the brass and steel test pieces after 96 hours' salt-spray exposure. The brass products, Figure 3, are clearly tarnished and contain numerous areas covered by a gray-green corrosion product. The corrosion product appears to be thin and adherent, even in threaded regions.
The steel parts, Figure 4, exhibit a range of corrosion behavior. The Ecoated cylinder shown in Figure 4a shows several areas in which the protective coating has completely broken down, allowing the underlying steel to rust.
The electrogalvanized parts shown in Figure 4b exhibit the widest range of response to salt-spray exposure. The zinc plate plus yellow (thick) chromate coating, center, contains only small patches of visible corrosion product but is otherwise unaffected. The bare zinc part, left, and zinc plus blue (thin) chromate part, right, both show evidence of complete coating failure with copious white corrosion product and distinct areas of red rusting.
The JS-500 coated parts shown in Figure 4c are covered with a bulky white corrosion product, although there is no evidence of rusting. The coating continues to protect the underlying steel, but the threads may prove difficult to engage and the parts appearance has clearly deteriorated.
 |
 |
 |
|
| Figure 3. Brass test pieces after 96-hour salt-spray exposure. | |
 |
 |
 |
|
| a. E-coat. | b. Left - Zn plate Center - Zn plate + yellow dichromate Right - Zn + blue dichromate. c. JS-500 system. |
|---|---|
| Figure 4. Steel test parts after 96-hour salt-spray exposure. | |
Responses of the zinc plated and chromated parts agree quite well with the independent data given in Table 2, and shows, that under exposure to salt-spray environments, the corrosion behavior of galvanized steel depends strongly on the thickness of the chromate conversion coating. Data in the table also suggest that the resistance of thickly chromated zinc appear to be equivalent or even superior to that of uncoated brass. CDA's test program sought to test this point to determine whether this behavior would continue for longer times under alternate immersion in a road salt solution.
Alternate Immersion Tests
Components examined after 200 alternate immersion cycles in the 3.5% rock salt solution (approximately equivalent to 1.5 days of cumulative immersion) showed much the same response as those exposed to salt spray, Figures 5 and 6. The brass fittings shown in Figure 5 are slightly tarnished, and there are traces of the green-gray corrosion product observed earlier. Threads, recesses and sharp corners are quite clean, and there is no evidence of crevice attack under the vinyl sleeve.
 |
 |
||
| Figure 5. Brass parts after 200 alternate immersion cycles in 3.5% rock salt solution. | |||
| CLICK ON ANY IMAGE TO SEE ENLARGED VIEW | |||
 |
 |
 |
 |
| a. E-coat | b. Zn plate + yellow dichromate |
c. JS-500 system | d. Zn plage |
| Figure 6. Steel test parts after 200 alternate immersion cycles in 3.5% rock salt solution. | |||
The E-coated cylinder shown in Figure 6a shows small areas of red rusting at sharp radii but is otherwise unaffected. This suggests that the Ecoating is probably nonuniform and does not protect corners well.
The bare zinc and zinc plus yellow chromate coated nuts, Figure 7b, roughly follow the behavior seen after salt spray exposure. The bare zinc part contains several areas of white zinc corrosion product, mostly near corners and on threads. The zinc plus yellow (thick) chromate part remains fairly well protected, although the chromate has apparently broken down at corners, allowing the zinc to corrode. At this point, there is no evidence of red rust on any of the zinc plated parts.
 |
||
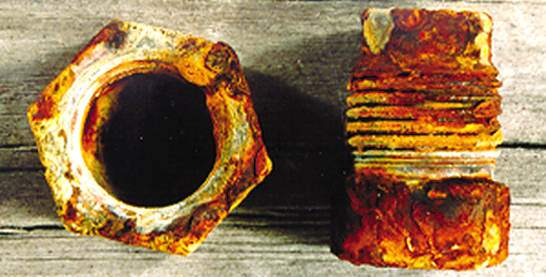
| Figure 7. Brass parts after 1000 alternate immersion cycles in 3.5% rock salt solution. | ||
 |
 |
 |
|
| a. E-coat b. Left - Zn plate Center - Zn plate + yellow dichromate Right - Zn plate + blue dichromate c. JS-500 system |
|
| Figure 8. Steel test pieces after 1000 alternate immersion cycles in 3.5% rock salt solution. | |
The JS-500 coated nut shown in Figure 7c contains large patches of white corrosion product but no red rust. The coating is apparently intact, although the quality of the threaded areas is questionable. After 1,000 cycles (about one week) of accumulated immersion, however, striking differences between brass and steel parts become evident. Aside from the appearance of a few patches of thin green-gray corrosion product, the brass screw machine products shown in Figure 7 appear only slightly different than they did earlier. Threads are functional and areas under vinyl tubing remain bright.
By contrast, the coated steel products are severely corroded, Figure 8, with large areas of red rust visible in most cases. Threads are clogged with corrosion product, and even flat surfaces are covered with the bulky deposit. Curiously, the zinc plus blue chromate nut, Figure 8b, center, remained free from red rust, although the coating has visibly deteriorated.
The fact that similar specimens exhibited far worse behavior under less severe conditions suggests that the effectiveness of the coating system varies considerably from part to part.
Mass Loss Data Confirms Visual Evidence
Parts were stripped and cleaned, then weighed to measure the amount of mass lost to corrosion. Since these are not standard parts with identical starting masses, mass loss data were converted to the percent values shown in Table 3. The brass parts lost an average of only about 0. 1 3% mass as a result of 1,000 alternate immersion cycles in the 3.5% road salt solution.
| Rank | Part Description | Percent Mass Loss |
|---|---|---|
| "Best" | All brass parts | 0.07-0.26, Avg. 0.13 |
| E-coated steel | 0.21 | |
| Zinc, 0.15 mil (0.004 mm) | 1.35 | |
| Zinc + blue chromate | 1.47 | |
| General Motors JS-500 | 1.62 | |
| "Worst" | Zinc + yellow chromate | 2.37 |
With the exception of the E-coated part, all of the steel test pieces lost about 1 0 times or more mass than did those made from brass. The zinc plus yellow cromate coated part, which performed quite well under salt spray exposure and appeared to remain protective for several hundred wet-dry cycles, suffered the largest percentage mass loss of all after 1,000 cycles. Despite its poor appearance, the Ecoated steel part lost relatively little mass. This is probably due to the fact that corrosion was limited to the discrete areas where the E-coating broke down.
Back to TopSummary
Exposure to accelerated corrosion conditions in salt-spray and alternate immersion environments clearly affects both brass and coated steel. After 96 hours of salt-spray exposure, the zinc plus (thick) yellow chromate coating appears to perform at least as well as bare brass, which begins to tarnish fairly rapidly. Other coatings applied to steel screw machine parts are less satisfactory.
As testing proceeds, however, the inherent corrosion resistance of brass becomes more and more evident. All coatings on steel parts eventually break down, and the physical condition of the products degrades significantly.
Corrosion products build up in unsightly patches, and the parts are left far from their original "showroom new" appearance. Threads corrode, possibly to the point where unfastening connections might prove difficult.
Corrosion products accumulate in recesses. To some, this may simply be an annoyance; to others, it means a lack of quality.
Brass parts tarnish, and they do so after very little exposure. But, like other copper-base metals, the initial corrosion products protect against long-term attack, and the parts appearance changes little, if any. Threaded connections remain easy to unfasten and hose fittings retain their grip. There is discoloration, but the overall sense of quality remains.
Appearance is certainly important in today's quality-conscious market, but the mass loss data measured in this brief study prove that brass' corrosion resistance is more than skin deep. Brass' lasting quality ensures that products not only retain their appearance, they also continue to do the job they were intended for.
And that is the true value of brass.
Back to TopReferences
- ASM International, Handbook of Corrosion Data, B.D.Craig, Ed., Metals Park, 1989, pp. 149 ff.
- American Society for Testing and Materials, ASTM Designation B 1 17-90: Standard Method of Salt Spray (Fog) Testing, 1991 Annual Book of ASTM Standards, Volume 03.02 Wear and Erosion; Metal Corrosion.
- American Society for Testing and Materials, ASTM Designation G 44-88: Standard Practice for Evaluating Stress Corrosion Cracking Resistance of Metals and Alloys by Alternate Immersion in 3.5% Sodium Chloride Solution, 1991 Annual Book of ASTM Standards, Volume 03.02 Wear and Erosion; Metal Corrosion.
- Eppensteiner, F.W. and M.R. Jenkins, "Chromate Conversion Coatings," Metal Finishing Guidebook and Directory, Metals and Plastics Publications, Inc., Hackensack, NJ, 1989, pp. 456-469.