- Low Weight, Low Cost, Long Life
- No-Flux Brazing
- Electrophoretic Coating
- Lower Manufacturing Cost
- Higher Operational Performance
- Longer Life Cycle
- Superior Recyclability
- Superior Energy Efficiency
- Reformed Tube-Header Joint
- Flexible Side Assembly
- Laser Welding
- Anneal Resistant Alloys
- References
Low Weight, Low Cost, Long Life
Over the next few years, new copper-brass car and truck radiators that could last ten years will debut in the automotive industry. They are fully competitive with today's aluminum counterparts.
Based on technological advances and design innovations developed with research funding from the International Copper Association (ICA), these radiators are 35%-40% lower in weight compared to traditional, nonoptimized copper-brass radiators, and correspondingly lower in material costs.
They have lower weight because they are manufactured with far less material in their fins and tubes than previous models, and because the heavy lead-base solder traditionally used in copper-brass radiators is replaced with a very small amount of light brazing alloy.
The brazed copperbrass radiators also provide 30% or more lower air side pressure drop than aluminum radiators because their copper and brass components are much thinner than the components in their aluminum counterparts.

Now in testing by major auto and radiator manufacturers, brazed copper-brass prototypes have lasted over 6,000 hours without failure in laboratory durability tests. This equals 300,000 miles of service. Researchers are confident that brazed copper-brass models will last 500,000 miles or more (8,000 hours).
In comparison, soldered copper-brass radiators in the U.S. average 75,000-80,000 miles, although one model, the Nippondenso NSR, has lasted the equivalent of 200,000 miles.
Brazed copper-brass radiators can be tailored to fit the diverse cooling requirements of the world's automakers.
Equally important, they can be made in existing aluminum brazing furnaces. To produce them, manufacturers don't have to invest large sums of money in new equipment.
To bring brazed copper-brass radiators to market, the ICA is continuing its research and tests in cooperation with the worldwide copper industry. Its findings and related technical assistance are available without charge for use by automakers and radiator manufacturers worldwide.
Back to TopThe New Worldwide Standard
To develop brazed copper-brass radiators, the worldwide copper industry has taken advantage of several technologies that can be utilized in their manufacture. Chief among them are no-flux brazing and electrophoretic coating.
Technological Advances
No-Flux Brazing
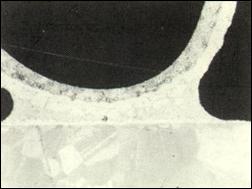 Cross section of brazed copper fin to brass tube wall
Cross section of brazed copper fin to brass tube wallBrazing gives copper-brass radiators a mechanical strength in fin, tube and header joints that is far superior to soldered copper-brass models. With new designs, the radiators can be strengthened further.
Brazed copper-brass radiators also use thinner fin and tube material. Brazed copper fins are 0.002 inches thick or less; brazed brass tubes are 0.005 inches thick. For most aluminum fins and tubes, the figures are 0.005 inches and 0.016 inches, respectively.
Thinner copper-brass metal leads to lower air side pressure drop than in comparable aluminum radiators. This translates to more efficient radiators, lower cooling module costs, less parasitic engine losses and greater fuel economy.
The brazing of copper-brass radiators uses a non-toxic, low temperature melting alloy that works well in either a conventional vacuum brazing furnace that is back filled with nitrogen, or in a CAB furnace (an electrically heated furnace containing a nitrogen atmosphere). A typical temperature for the brazing is 620°C-635°C.
Based on the CuNiSnP system, the new alloy is composed of 75% copper, 5% nickel, 15% tin, and 5% phosphorus.
 Conventional Fin Design
Conventional Fin Design  Compact core design
Compact core designAs with other alloys in this system, it is self-fluxing. Thus, no flux is required for its application, no lead or other dangerous material is in the brazing material and rinsing after brazing isn't needed.
After brazing, the brazed copper-brass joints are significantly stronger than the solder metal and do not suffer from galvanic corrosion. Developed for this process, anneal-resistant header, fin and tube materials assure the strength of the radiator cores.
To make brazed copper-brass radiators, little or no change is needed in fin rolling, tube welding, or the drawing of header plates. The tube ends are reformed on line as part of the core assembly.
If brazing paste is used to make the tube to header joints, it is added to the outside of the header with specially designed equipment. The tubes are coated with paste that is rapidly dried.
 Side support design to allow axial expansion
Side support design to allow axial expansionFor the proper brazing paste, the powder is mixed with a specially designed binder. Tubes and fins are stacked into cores that can be handled as easily as solder-coated cores.
Other potential coating methods for tube to header joints include:
- spraying of braze powder;
- preplacing braze alloy from wire-type rings and clips;
- applying molten braze alloy directly to the tube strip before or after welding.
As expected, the brazed cores are two to three times stronger in torsion and tension than soldered cores. The corrosion properties of the base metal and joints are also important. During lengthy exposure to road environment pollutants (REP+ sulfide tests), very limited attacks were found in brazed joints between tubes and fins. Soldered joints, on the other hand, suffered severe corrosion.
Back to TopElectrophoretic Coating
Widely used for auto components, electrophoretic coating enhances a radiator's external corrosion protection by providing an even distribution of paint throughout the entire radiator. Conventional spray painting is largely cosmetic in comparison and actually accelerates corrosion. Most important, E-coating allows for the use of much thinner fin material.
Extensive laboratory corrosion testing by ICA of electrophoretically coated brazed copper-brass radiators has shown their corrosion resistance to be excellent, even within seams and on sharp edges. In addition, heat transfer is affected very little or not at all.
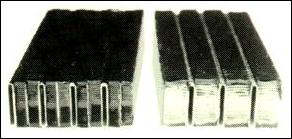 Samples of automotive radiator cores:
Samples of automotive radiator cores: • left is electrophoretically coated
• right is conventionally spray painted
The first electropaints were made in 1958 to prime car bodies. Developed in the U.S. and Europe, these paints are now used worldwide almost to the total exclusion of other priming systems - for seat frames, wheels, brake shoes, rocket-box covers, seat belt anchors, chassis sub-frames, suspension systems, clutch assemblies, petrol tanks, etc. Most truck cabs are also primed by this method, as are many tractor cabs and other agricultural equipment.
The four most commonly available E-coating paints for radiators are H976-80 and H976-100 from ICI Electrocoat (England), a unit of ICI Autocolor, and Powercron 643/501 and 643/506 from PPG Industries (U.S.).
During electrophoretic coating, a thin film of paint, one-half to one-third the thickness of paint applied by conventional methods, builds around the radiator causing an electrical insulation that restricts further build-up. Known as "throwing power," this property allows for the coating of all relatively inaccessible areas, including the dense inner core.
After electrophoretic coating, the paint film is baked in an oven at a curing temperature of 150°C-177°. The development of low-temperature curing has made this form of coating applicable to radiators fitted with plastic tanks and gaskets.
The electrophoretic coating process has other benefits. It is highly automated, so it can be easily integrated with other production operations. It is also highly efficient. Paint utilization is between 95%-99% compared to 30%-50% for spray painting. And it is environmentally friendly. Being water-borne, not solvent-borne, the paints used are fire and explosion proof.
Back to TopCompetitive Advantages
In addition to lower weight and smaller size, brazed copper-brass radiators have many other advantages.
Lower Manufacturing Cost
As base metals for radiators, copper and brass require fewer manufacturing steps. Thus, brazed copper-brass radiators can be produced more easily and at less cost than comparable aluminum radiators. And since the brazed copper-brass models can be brazed without flux (which is not the case with aluminum radiators), their cost can be reduced even further. In contrast to the huge multi-million dollar capital investment required when aluminum radiators were first introduced, brazed copper-brass radiators can be built with minor retooling of existing production lines.
Higher Operational Performance
Wind tunnel tests confirm the lower air side pressure drop in brazed copper-brass radiators compared to aluminum radiators. Overall performance can be strengthened by utilizing innovative fin and tube designs.
Longer Life Cycle
For consumers, brazed copper-brass radiators mean longer life, in addition to higher quality. In laboratory cycle testing, they have shown the capacity to last the equivalent of ten years.
Superior Recyclability
As one of the most recycled metals in the world, copper has had a well-established reclamation infrastructure in place for generations. The metal from recycled radiators can be used directly for producing free-cutting brass. With brazed radiators, copper's recyclability will be even greater. Since they are made without lead/tin solder, the radiators will be significantly easier to remelt. In fact, the recycled copper will be pure enough to fabricate directly into new radiator tube strip. Owing to their silicon content, brazed aluminum radiators can only be recycled into less critical casting alloy.
| Radiator Core | Brazed Aluminum | Brazed Copper- Brass I Lower air pressure drop, same size, heavier | Brazed Copper- Brass II Same air pressure drop, smaller, slightly heavier | Brazed Copper- Brass III Same air pressure & coolant pressure drop, smaller & lighter |
|---|---|---|---|---|
| HeaderWidth, inches | 17.01 | 17.01 | 17.01 | 15.55 |
| Tube Length, inches | 21.65 | 21.65 | 19.10 | 19.90 |
| Fin Thickness, inches | 0.0045 | 0.0015 | 0.0015 | 0.0015 |
| Tube Wall Thickness | 0.0150 | 0,005 | 0.005 | 0.004 |
| Dry Core Weight, pounds | 3.68 | 4.18 | 3.95 | 3.43 |
| Wet Core Weight, pounds | 4.50 | 5.13 | 4.79 | 4.16 |
| Coolant Pressure Drop, pounds per square inch | 0.69 | 0.48 | 0.42 | 0.69 |
| Air Pressure Drop, inches of water | 1.24 | 0.87 | 1.24 | 1.24 |
Brazed copper-brass radiators are fully competitive with brazed aluminum radiators as this table shows. Brazed Copper-Brass I, which is made with conventional technology, has the same frontal area and 30% lower air pressure drop, but is slightly heavier. Brazed Copper-Brass II, also made with conventional technology, has the same air pressure drop as the brazed aluminum model, but is smaller in size. But Brazed Copper-Brass III, which is made with advanced technology and has the same air pressure and coolant pressure drop as the brazed aluminum radiator, combines a smaller frontal area and thinner tube walls to achieve distinct advantages in both size and weight. All four radiator cores have same cooling capacity (168,000 BTU/hr) and fin depth. Their weights include fin and tube material only. Source: Penn State University Department of Mechanical Engineering.
Back to TopSuperior Energy Efficiency
 Conventional and Advanced Tube Fin Designs
Conventional and Advanced Tube Fin DesignsBrazed copper-brass radiators are almost three times more energy efficient than aluminum radiators. This can be seen most readily by looking at each metal's energy consumption both as primary metal and as recycled scrap.
Energy values for aluminum are fairly consistent except in one or two instances where estimates are based on water power electricity where no losses are reported. A normal value for aluminum is 75 MWh/t for producing primary metal and 5 MWh/t for recycling clean scrap.
For copper, the figure depends on several factors - the quality of ore, type of energy used and losses involved - but a reasonable value for a typical 0.5% copper ore is 30 MWh/t for producing primary metal and 3 MWh/t for recycling clean scrap. Specifically applied to car and truck radiators, copper's energy efficiency is even greater because of its high recycled metal content.
Back to TopDesign Innovations
In addition to technologies, the ICA has harnessed a number of design innovations to enhance the effectiveness of brazed copper-brass radiators. Chief among them are the following:
Reformed Tube-Header Joint
 Tapered ob-round tube end
Tapered ob-round tube end  Tube touching" multi-row design
Tube touching" multi-row designThe brazed tube to header joints in brazed copper-brass radiators must be redesigned to eliminate tube distortion in the header joint during brazing. Since the tubes heat faster than the header, the tube sides can buckle inwards, causing a gap that will not fill with brazing alloy. One approach for reducing the possibility of distortion is to use oval or round ferrules in the header and reshaped tube ends. In general, brazing requires very close tolerance fits, and reforming the tube ends helps to control the tolerance between the tube and header.
With round or oval tube ends it is possible to use a tube-touching concept. In this design, the ferrules in the header can be placed so that the radii of the tubes are in contact. The depth of the fins thus becomes smaller. Any loss in air side performance is limited because the total fin area is efficiently used when the tubes touch.
Flexible Side Assembly
To eliminate thermal stress in tubes, headers and tube-header joints resulting from rigidly attached conventional side supports, a new side assembly has been designed to allow for axial core expansion.
Back to TopOther Technologies
 Laser-welded thin brass tube
Laser-welded thin brass tube  Laser-welded thin brass "twin" tube
Laser-welded thin brass "twin" tubeLaser Welding
Laser-welded brass tubes that are competitive with the thinnest lockseam or high frequency welded tubes have shown promise for advanced copper-brass radiators. As a process, laser welding can be easily integrated into current lock-seam tube manufacturing operations with minimal modifications in existing equipment.
Laser welding also permits new tube designs. One innovation is a one-row radiator in place of a standard two-row design. The two edges of a piece of brass strip are elded into a center support structure that yields a one-unit tube with two equally sized water passages. The "twin" tube helps to overcome constraints on wall thickness and the weight of conventional welded brass tubes. Laser-welded twin tubes may be manufactured with depths of 30 mm or more.
Anneal Resistant Alloys
To ensure the overall strength and durability of brazed copper-brass radiators, three new alloys have been developed. These are in addition to the basic brazing alloy, OK 600.
First is an anneal-resistant fin material that maintains the strength of fins after brazing. Strong fins are required because they support the tubes. Soft fins couldn't resist the pressure in tubes that can lead to bulging. The new fin material also provides 92% conductivity after brazing and is environmentally safer because it doesn't contain cadmium.
Second is an anneal-resistant tube alloy (ISO# C664429) that retains its fine grain structure after brazing. The fine grain structure is needed to provide ductility and fatigue strength in the brazed radiator core. The new tube material welds and forms as easily as conventional tube brass.
Third is a brass header alloy modified to be anneal resistant. In addition to having forming characteristics equal to or better than conventional brass header material, this new alloy retains its original structure after brazing.
Back to TopReferences
- Ainali M., Beal R.E., Sundberg R., and Wickman L. Corrosion of Copper/Brass Radiators - Corrosion Mechanisms - Prevention Actions. SAE Technical Paper 910180.
- Ainali M., Miner D., and Sundberg R. Electrocoating of Car Radiators - A Way to Improve Corrosion Resistance. SAE Technical Paper 931108.
- Beal R.E., Melnyk W., and Sundberg R. Optimized Brazed Copper-Brass Radiator. C496 pp. 289-294. I Mech E.
- Garcia J. J. Corrosion Protection of Copper-Brass Radiators through Electrocoating Process. IMechE C496/070/95, pp. 295-301.
- Mattsson E. Accelerated Corrosion Testing of Automotive Radiators of Copper Materials - A Critical Survey. SAE Technical Paper 920181.
- Tapper L., Sundberg R. and Miner D. New Joining Methods for Copper/Brass Heat Exchangers. SAE Technical Paper 931076.
- Webb R.L Tubes Touching Multi-Row Radiator Design. SAE Technical Paper 920548.
- Webb R.L. Advanced Technology Copper/Brass Radiator Design Competitive with Brazed Aluminum Radiators. ICA Berlin Seminar, 1993.
- Vogelaar H. Practical Experiences with Splitter Fin Products for OEM and Aftermarket Applications. SAE Technical Paper 890228.