Copper-nickel alloys are available in a wide variety of product forms and fittings. The ductilities of the alloys ensure that they can be readily fabricated. Copper-nickel tubing is readily expanded into tube sheets, which is necessary for the ease of manufacture of shell and tube heat exchangers.
How-To Welding Videos
This series of 5 instructional welding videos can be helpful to welders new to copper-nickel and is comprised of the following subjects:
- Cleaning and Preparation for Welding
- TIG Welding
- Pipe Welding
- Shielded Metal Arc Welding (SMAW)
- Pulsed MIG Welding
To request a copy of these videos, please Ask Us!
Back to TopFabrication Procedures
Fabrication and welding are also described in the downloadable CDA/Nickel Institute publication, Copper-Nickel Welding and Fabrication. An adapted version of this publication covers:
- General Handling: Cleanliness and general handling with copper-nickels are important, as they are with stainless steels.
- Cutting and Machining: Copper-nickels can be cut by shearing, abrasive discs and plasma arcs. They can be beveled with abrasive wheels. Laser and abrasive water jet cutting are also possible. Oxy-acetylene cutting is not appropriate.
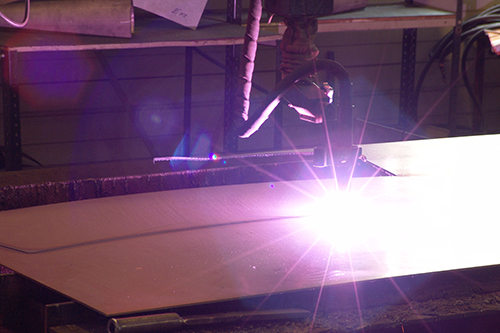 Plasma cutting copper-nickel plate (Courtesy Eucaro Buntmetall GmbH)
Plasma cutting copper-nickel plate (Courtesy Eucaro Buntmetall GmbH) - Forming: Copper-nickels can be hot and cold formed (cold working is preferred). Information is provided about rotary draw tube bending, 3-roll bending, compression bending and ram bending (press bending).
- Heat Treatment: Copper-nickels do not require preheat or post-weld heat treatment. To avoid embrittlement, surfaces must be cleaned of contaminating elements such as lead, sulphur, and phosphorus prior to annealing or welding. Furnace atmospheres should be neutral to slightly reducing.
- Preparing for Welding: Alloys must be clean before welding. Particular attention should be paid to the weld preparation and the adjacent area within 10 mm of the weld.
- Weld Preparations: Square butt weld preparations are possible up to 3 mm. Above 3 mm, a bevelled preparation is preferred.
- Tack Welding: Tack welds should maintain a uniform gap and alignment between the parts being welded and about half the spacing suitable for steel. The TIG (GTAW) process is often used for tacking. The MIG (GMAW) spot-welding process is also a well-controlled and convenient technique to use.
- Welding Consumables: Consumables for 70-30 Cu-Ni offer superior deposition characteristics producing welds with corrosion resistance at least comparable to that of each of the base metal alloys. Welds made with consumables similar in composition to 90-10 Cu-Ni may not have adequate corrosion resistance for all applications. A table of welding consumables by welding process, form, type, AWS spec and BS spec is included here.
- Welding and other Joining Processes: Copper-nickels can be readily welded by all conventional processes:
- Manual Metal Arc (MMA or SMAW) Process
- Gas-Shielded Tungsten Arc (TIG or GTAW) process
- Gas-Shielded Metal Arc (MIG or GMAW) process
- Resistance Welding
- Clad-Plate Preparation and Welding
- Linings
- Brazing
- Soldering
- Dissimilar Metal Joining and Weld Overlaying
- Pipe Welding
- Painting: Although painting is seldom required, painting may be desirable for aesthetic reasons. Painting can also reduce exposed metal in a bimetallic couple and it can reduce the risk of galvanic corrosion. Roughening, coatings and paints are discussed.
- Mechanical Properties of Welds: 70-30 weld consumables are preferred for both 90-10 and 70-30 welds. Information on all weld properties are provided here.
Tube and Pipe Bending
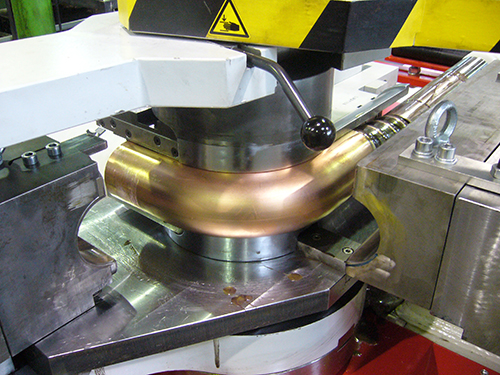 Rotary draw bending copper-nickel pipe using a mandrel. (Courtesy Eucaro Buntmetall GmbH)
Rotary draw bending copper-nickel pipe using a mandrel. (Courtesy Eucaro Buntmetall GmbH)Various methods can be used for bending tubes, depending on the material in use and the required precision. The more common procedures are rotary draw bending, 3-roll bending, compression bending and ram bending (press bending).
See a detailed illustration of rotary draw bending and learn more about tube bending methods and how to correct bending defects.
Back to TopReferences
- Brazed Copper-Nickel Piping Systems, Application Data Sheet, 701/5, CDA, .
- Copper-nickel Welding and Fabrication, Published by CDA Inc as A7020-99/13, Nickel Institute as 12014 Second Edition and CDA UK as Publication 139 Second Edition .
- Fabrication of Copper-Nickel Pipework, Jasner, M., KM Europa Metal Aktiengesellschaft, .
- High Strength Copper-Nickels, Tuck, C.D.S., , UK, Langley Alloys, .
- Joining Copper-Nickel Alloys, Avery, Richard E., Consultant to Nickel Development Institute, Seminar Technical Report, 7044-1919, , CDA, .
- Machining Brass, Copper and its Alloys; CDA Publication TN 44, Publication TN44, , CDA UK, .
- Recommended Machining Parameters for Copper and Copper Alloys, Monograph i.18, DKI, .
- Soldering and Brazing of Copper and Copper Alloys, Publication No. i3, DKI, .
- Welding Copper-Nickel Clad Steel, Application Data Sheet, CDA, .